






Five Things to Know Before Buying a Beam Saw
Assess Your Cutting Needs Manufacturers need solutions when cutting large items like wood, metals, and plastics. Beam Saws come to the rescue when long, deep ...

Measure Once, Cut Once
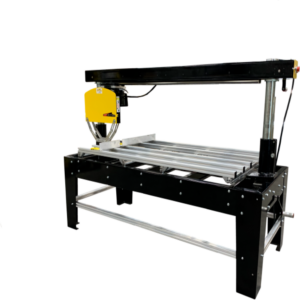
WORK SMARTER, NOT HARDER WITH A WOOD CUTTING STATION We put our Wood Cutting Station to the test. Can the Wood Cutting Station stand up ...

Safety Tips for Radial Arm Saws
SAFETY TIPS ARE ALWAYS A PRIORITY WHEN WORKING WITH CUTTING EQUIPMENT. When crosscutting with a Radial Arm Saw, follow the safety tips: Hold wood against ...

Test Cutting Metals, IWF Connect & Dave
Test Cuts with Metal Cutters Did you know that we make test cuts at our location? Customers send material samples to Original Saw Company. Next, ...